
The Art of Sake Brewing (vol.7)

新生「七賢」ブランドを生んだ十三代目の「継承と革新」
山梨銘醸株式会社 代表取締役社長 北原 対馬 氏
[インタビュー内容]
江戸から令和へ、そして世界へ。日本酒「七賢」を醸す酒蔵・山梨銘醸は、1750年の創業以来、白州の清らかな水に支えられながら歴史を紡いできた。十三代目蔵元の北原対馬氏は、その歴史と日本酒文化を次の時代へと継承すべく、「水」を中心に据えたリブランディングに乗り出し、スパークリング日本酒の展開から業界の垣根を超えたコラボレーションまで、日々挑戦を続けている。

山梨銘醸株式会社 代表取締役社長 北原 対馬 氏
蔵の歴史を語る理由

かつて江戸と各地とを結ぶ五街道のひとつとして栄えた甲州街道沿いに、ひときわ目を引く木造建築物がある。建物の軒先に下がる杉玉は、道行く人々にそこが酒蔵であることを知らせる。杉玉の傍らの看板には「七賢」の堂々たる二文字、のれんには「七賢」醸造元・山梨銘醸を営む北原家の二つの家紋が記されている。

山梨銘醸の起源は1750年(寛延3年)に遡る。甲州は白州の地に湧く水にほれ込んだ北原伊兵衛氏が、信州高遠で酒造りをしていた北原家から分家し、甲州街道台ヶ原宿に酒蔵を開いた。1835年(天保6年)に建てられた当時の北原家の母屋には、ブランド名の元となった「竹林の七賢人」の欄間が、当時と変わらぬ姿で残されている。1925年(大正14年)に十代目当主が山梨銘醸株式会社を組成し、欄間にちなんで「七賢」ブランドを立ち上げた。

1880年(明治13年)6月22日、北原家の母屋は、明治天皇御幸の際の「行在所(あんざいしょ)」として使用された。当時はまだ天皇が「現人神」として崇められていた時代。明治天皇が寝食されたその場所は「史跡」となった。戦後、人間宣言を経て史跡ではなくなったものの、そこは歴史を伝える貴重な建造物として県指定の有形文化財に指定され、今も北原家によって大切に保存されている。
創業者の伊兵衛氏から数えて十三代目の蔵元となる北原対馬氏は、そんな酒蔵の歴史的背景を淀みなく語る。
「ここではかつて銀行も営んでおりましたし、お代官様をお呼びして裁きの場として使っていたこともあったようです。酒蔵には今以上に社会的機能が期待され、備わっていました。日本酒は嗜好品飲料です。だからこそ、美味しいお酒を造るだけでなく、そのような歴史・文化の要素を含め味わっていただきたいと願っています」
唯一変わらぬ素材「水」が教えてくれる

山梨銘醸の位置する南アルプス甲斐駒ヶ岳の麓・白州町は、ミネラルウォーター生産地として名高い。実に国内のミネラルウォーターの約35%がここで汲まれているという。甲斐駒ヶ岳に降り積もった雪は、20年以上の時を経て花崗岩でろ過され、硬度20度という超軟水となって湧き出る。
「軟水は発酵力には乏しいものの、華やかでみずみずしい酒を造るには理想的な水です。そして、ここ白州に湧く水は、蔵の300年近い歴史の中でも唯一と言っていいほど変わらない素材。酒米や製造技術が格段に向上したからこそ、その水に立ち戻る必要があると考えました」
そんな水の特性を生かすべく、同社は2014年頃から酒質の方向性をフレッシュで華やかなタイプへと一本化し、商品ラインアップを厳選した。こだわりは二つ。一つはトップクオリティの技術を量産酒にまで反映することだ。製造設備にはフジワラテクノアートの吟醸蔵商品群を複数導入し、全製品の製造工程の数値化、安定化、そして高品質化を目指した。もう一つは、全量を無加水の原酒で仕上げることだ。アルコール度数15度程度の原酒を瓶燗で一度だけ火入れし、すべて冷蔵保管する。

「フレッシュさの敵は時間と温度。そのため、醸造期を3期以上に拡大し、新鮮な状態で出荷できるようにしています。新鮮さを損なわずに国内外の市場に届けることを徹底しています」
原料米は、水脈を同じくする地元産にこだわる。あえて「山田錦」ではなく甲州の風土に合う地元米の「夢山水」「ひとごこち」を採用する。その理由は、「精米歩合や品種競争ではなく、この土地のこの水だからこそできる酒を造りたい」から。「夢山水」で醸した「七賢」の酒は、全国新酒鑑評会で直近の2年連続金賞を受賞した。
北原氏は、ブランディング戦略に乗り出した2014年までの道のりを、「水と向き合ったことで造るべき酒が見えてきました。そこから酒造りのメソッド、ブランディング、販路、営業戦略までが決まってきました」と振り返る。水を中心に据えた転換の結果、「七賢」は国内外で高い評価を受け、今やその名は海の向こうまで轟いている。地元産の酒米を27%まで磨いてゆっくりと発酵、その後低温で一年間熟成させた「七賢 純米大吟醸 白心(はくしん)」は、2025年インターナショナル・ワイン・チャレンジ(IWC)で最高賞の「チャンピオンSAKE」に輝いた。

“忘れられない酒”を“芸術品”にすることなかれ
北原氏は、蔵元として「持続可能な経営モデルを作る」重要性を強調する。日本酒の消費量は1973年をピークに下降の一途をたどり、今や当時の4分の1にまで減少している。国内の生産者はおよそ1400軒。多くの蔵元が苦しい経営を強いられている。国内シェアはアルコール飲料市場全体の約4.6%にすぎず、世界市場では0.1%にも満たないという。ユネスコ無形文化遺産と称されながらも、その灯は細っているのが現実だ。

「僕らはただ単に美味しい酒を作るだけでは済まされません。その酒を飲んでもらい、感動してもらい、美味しい酒を“忘れられない酒”にしなきゃならない。けれど同時に、それを“芸術品”にしてはいけません」と、北原氏。曰く、「飲めば『美味しい!』と唸るような日本酒はたくさんあります。それなのに、日本酒を飲んだことのない、飲もうとしない人が多い。ならば、量を絞って希少性で勝負するのではなく、量を拡大しながら価値を高めることこそ今やるべきことなのではないか。そんな考えのもと、技術向上を図っています」
北原氏が考える「技術向上」、その鍵は「創造性」にあるという。どうすればより美味しい酒ができるか。いかにしてそれを多くの人に届けられるか。そのためにどのような機械をどう使うか。創造性を駆使しながら考え続けて初めて、「量の拡大」と「価値の増大」が両立するのだ。「鑑評会出品酒の酒造りでは、技術者が寝る間を惜しんで最高の酒を造ろうとします。その手法を知っているのなら、それを多くの方に親しんでいただけるボリュームゾーンの酒造りに搭載しない手はありません。例えるなら、F1で培われた技術をカローラやフィットに応用するようなものでしょうか」

【(「七賢」ブランドの商品群)価格政策にも独自の哲学がある。価格幅1000円~5万円と同一ブランドで50倍の弾力性。高価格帯で価値を示しながらエントリー層も取り込み、裾野を広げる。】
ボリュームゾーンも含めトップクオリティを目指すものの、「持続可能な経営」のためには人員を際限なく増やすわけにはいかない。そこで、「機械メーカーとディスカッションしながら適した機械を取り入れることで、目指す酒造りを実現できている」と、北原氏。例えば原料処理においては、フジワラテクノアートの吟醸蔵商品群の複数の機械装置を活用し、純米酒から純米大吟醸まで全ての銘柄で高品質化と省力化を追求している。
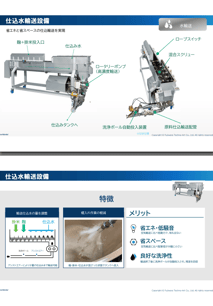
導入後の変化を尋ねると、「『回転式自動洗米浸漬装置』は、浸漬水が透明になるほどよく洗ってくれます。もはや手洗いを超えるレベルです。」 「『仕込水輸送装置』も素晴らしい。衛生的なうえに省力化できて、何より品質が良くなります」と絶賛する。
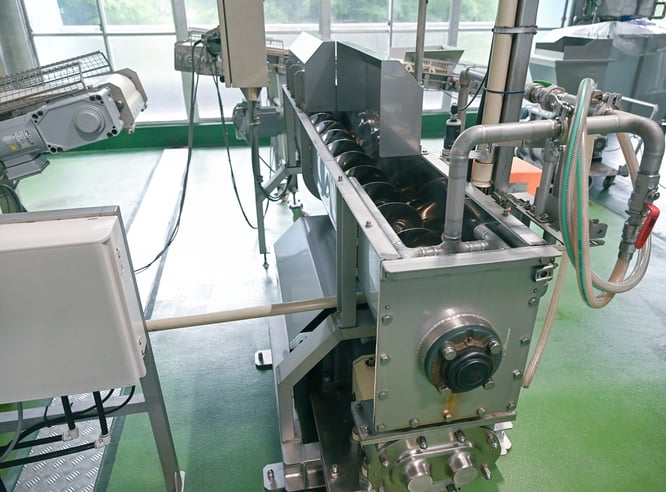
【仕込水輸送装置】仕込水輸送装置|製品詳細|製品検索|株式会社フジワラテクノアート
『仕込水輸送装置』は、仕込水で麴と掛米を混ぜながら輸送する装置であり、酒母や醪を櫂棒という道具でかき混ぜる櫂入れ作業を軽減できる。北原氏は、「全量吟醸型の酒造りを目指す同社にとっては、なくてはならない装置」と強調する。「『七賢』の味わいを出すには、発酵の初期段階になるべく緩やかに発酵させる必要があります。緩やかな発酵を保つためには、撹拌も時に良し悪しです。また、労働力が減少している現状に照らすと、人力だけでは限界が来るのは明らか。機械であれば品質のムラがなくなるし、効率も高まります。初期投資を考慮しても、製造量3000石以上の蔵ならば必ず経営にインパクトを感じられるでしょう」
異常値に気付き、対処する力
フジワラテクノアートの機械を導入した結果、「作業のきつさや厳しさではなく、『どうすれば美味しい酒を造れるか』を追求する創造性に重点を置けるようになりました」と、北原氏。酒造りを体系化できたことで、定量的視点と定性的視点を掛け合わせた指標をもとに政策判断し、具現化し、共有できるようになったという。そうすることで、例えば気象条件や原料米の品質が変化しても、各々の製造技術者が経営政策に沿った対応を判断できるようになった。
北原氏は、蔵人には「異常値に気付く力」と「対処する力」が求められると強調する。安定生産を重視する同社の酒造りにおいては、洗米から麹づくりまですべての工程で、温度や湿度、重量といった数値データを細かく管理する。だが最終的に異常値に気付けるかどうかは、人の感覚や経験にかかっている。そして、エラーに向き合い根気強く対処できるのは、人の情熱や探求心がなせる業だ。
「感度の高さと妥協しない姿勢があれば、酒は良くなります。だから私が若い蔵人に求めるのは、探求心と情熱です。学校で学んだ知識もプラス要素にはなりますが、現場に入ってから貪欲に酒造りに取り組もうとする意志のほうが、いい酒造りにつながると思っています」

【山梨銘醸では年間製造量3700石を9人、ローテーションを考慮すると実質6人で製造している。社員の年間休日は115日を確保。北原氏は若い社員が長く働ける環境は事業の継続性に欠かせないという。(写真は製造部長 手塚 氏)】

機械メーカーとの関係性も強調する。「フジワラテクノアートは現場に入り込む力があります。酒造りに詳しくてカスタマイズにも対応できる。技術の課題があればすぐ駆けつけてくれますし、町工場の感覚が残っている会社ですね。最近だと、放冷機から米がこぼれる問題がありましたが、カバーを付けたり釜の可動範囲を調整したりすることで改善してくれました。米のロスが劇的に減り、十分に投資を回収できました」
限られた人員で質の高い酒を造り、働き手にとっても経営にとっても持続可能性を追求する。そのために北原氏は、「惜しみなく投資を続けている」と話す。
日本酒醸造技術は極まった。次は他のアルコール文化から学ぶ時代
インタビューで繰り返し聞かれた言葉に、「継承と革新」というキーワードがある。
「日本酒文化を後世に残すためには、その文化をもう一度見つめ直すとともに、新たな挑戦をしないといけません。伝統を守ることと、新しい挑戦をすること、つまり継承と革新です」
高品質な日本酒を安定的に造り続けることはもちろん、日本酒を飲まない、飲みなれない層に飲んでもらうための挑戦にも熱量を注ぐ必要がある。その挑戦のひとつが、スパークリング日本酒だ。

【「七賢」ブランドのスパークリング日本酒。】スパークリング日本酒 | Products | 七賢 | 山梨銘醸株式会社
「山ノ霞(やまのかすみ)」(720ml 1,980円)から40 年熟成古酒を仕込み水の一部に使用した「SHICHIKEN SPARKLING SAKE EXPRESSION 2020」(同 55,000円)まで幅広い価格帯の商品をラインアップしている。
「日本人は炭酸入りのお酒を好む傾向があり、日本で消費される酒類の約75%がビール、チューハイ、ハイボール、シャンパンなどの炭酸飲料です。割烹でも鮨屋でも、乾杯には日本酒ではなく炭酸飲料が選ばれる。ならば、“乾杯の一杯”にふさわしい日本酒を作ろう。そう考えて、2015年から瓶内二次発酵のスパークリング日本酒の技術分野を確立してきました」
日本酒を次世代へと繋ぐための「革新」。その糸口となったのが、同じく新価値創造を目指す同業者との知見共有、そして地元・山梨のワイナリーの瓶内二次発酵技術やジャパニーズウイスキーの熟成技術だった。
「日本酒の醸造技術はもう相当に極まったと思います。日本酒は本当に美味しい。次は、他のアルコール文化から日本酒が創造性を掻き立てられる時代だと思います。スパークリング日本酒はまだ草創期ですが、私たちはウイスキー樽で熟成させたものや貴醸酒で造ったものなど新規性・独自性のある商品に挑戦してきました」
他のアルコール文化に学びながらも、北原氏は「日本酒は本丸であり、大きな幹」と強調する。米を原料とする“sparkling sake”は、シャンパンをはじめとする“sparkling wine”とは全くの別物であり、日本酒を起点に独自の文化を築く可能性を秘めている。
「日本酒は成長産業である」

「日本酒はまだまだ伸びる」と断言する北原氏。その理由は、「国内のアルコール市場では日本酒を飲んでいない人が圧倒的多数で、開拓余地は多分にあります。海外に至っては、まだほとんど手つかずの市場ですから」と明快だ。
「現状で日本酒を飲んでいる約5%の狭いパイを奪い合うのではなく、残りの95%余りの飲まない人々にどう振り向いてもらうかを考える必要があります。そのときに、どういう視座で業界を見るかによって、できることもやるべきことも変わってきます」
自社を「日本酒メーカー」と捉えれば、4000億円の市場を1400社で分け合う平均2.5億円の市場にとどまることになる。しかし「アルコール製造業」や「食品製造業」、さらには「幸せ創造業」と商いの定義を広げれば、数兆、数十兆円規模の市場に挑める。
「私は限りなく後者に近い視座を持っていたい。そういう視座で業界を見て、さらにマーケットは国内外と見ているので、日本酒は成長産業であるとしか考えられません」
こんなふうに日本酒の可能性を信じるからこそ、フランス料理の三大巨匠のひとりアラン・デュカスとのコラボレーション、外資系ホテルやダイナーズクラブとのタイアップなど、日本酒の枠にとらわれない企画が実現した。もちろん、挑戦は簡単ではない。それでも北原氏は、「何度もバッターボックスに立ち、空振りしてもバットを振り続けることです。継承するには、日々挑戦を続けるしかありません」と話す

【アラン・デュカス サステナブル・スピリッツ】
アラン・デュカス サステナブル・スピリッツ | MAKE SPARKS | 七賢 | 山梨銘醸株式会社
アラン・デュカスと共同開発。七賢の吟醸酒の搾り粕に含まれた華やかな香りを有するアルコールを蒸溜し、ウイスキー樽で熟成させた複層的な風味のある蒸溜酒。
日本酒の10年後、50年後の展望を尋ねると、「めちゃくちゃ明るい」と晴れやかな答えが返ってきた。「日本食が世界に広がるほどに、日本酒の需要も必然的に伸びていきます。輸出比率はやがて半分を超えるでしょう」

その一方で、国内における日本酒の原料調達には不安が残る。酒米を支える農業従事者の高齢化は深刻であり、北原氏は「自分たちが汗をかく覚悟が必要」と語る。農業への本格参入を決めたのも、そのためだ。加えて、ボルドーやブルゴーニュのように、酒造とホスピタリティを結びつける新事業にも乗り出すという。
継承と革新。そのどちらか一方だけでは、日本酒の未来はない。日本酒を「成長産業」と言い切り、広く世界を見渡し挑戦を続ける北原氏の話から、日本酒の灯が再燃する未来が垣間見られた。
機器カタログ

お問い合わせ
フォームが表示されるまでしばらくお待ち下さい。
恐れ入りますが、しばらくお待ちいただいてもフォームが表示されない場合は、こちらまでお問い合わせください。